How Silicone Injection Molding Works for Mass Production? Silicone injection molding, especially Liquid Silicone Rubber (LSR) injection molding, has emerged as a cornerstone manufacturing process for mass-producing high-precision, durable silicone parts across medical, automotive, consumer electronics, and industrial sectors. Silicone injection molding has emerged as the preferred method for mass-producing precision silicone parts, offering faster cycle times, tighter tolerances, and greater consistency compared to traditional compression molding.
This article explains how silicone injection molding works, why it is particularly suited to high-volume production, and what factors you need to consider when engaging a silicone molding manufacturer for your mass production project.
The Fundamentals of Silicone Injection Molding
What Is Silicone Injection Molding?
Silicone injection molding is a manufacturing process that shapes liquid silicone materials into finished components by injecting them into a closed mold under pressure, where they cure into permanent, flexible parts. The process is most commonly used with Liquid Silicone Rubber (LSR), a two-part platinum-cured silicone elastomer.
Unlike thermoplastic injection molding, where materials are melted and cooled, LSR undergoes a chemical curing reaction (vulcanization) within the heated mold. Once cured, LSR parts are permanently cross-linked and cannot be remelted. This distinction is fundamental to understanding how the process is optimized for mass production.
The term liquid injection molding (LIM) is often used interchangeably with LSR injection molding, referring specifically to the metered mechanical mixing process used for LSR and similar liquid-state elastomeric materials.
Silicone injection molding is a highly automated, precision-driven manufacturing process that injects liquid or high-consistency silicone into a heated mold cavity, where it cures (vulcanizes) to form a finished part. The two primary material types used are:
- Liquid Silicone Rubber (LSR): A low-viscosity, two-component (A/B) platinum-catalyzed silicone, ideal for intricate geometries, fast cycles, and high-volume production.
- High-Temperature Vulcanization (HCR) Silicone: A high-viscosity solid rubber, suitable for large, high-hardness parts requiring elevated curing temperatures.
For mass production, LSR injection molding is the preferred choice due to its low viscosity, rapid curing, and full automation capabilities. It enables manufacturers to produce thousands to millions of identical parts with tight tolerances, minimal defects, and consistent material properties.
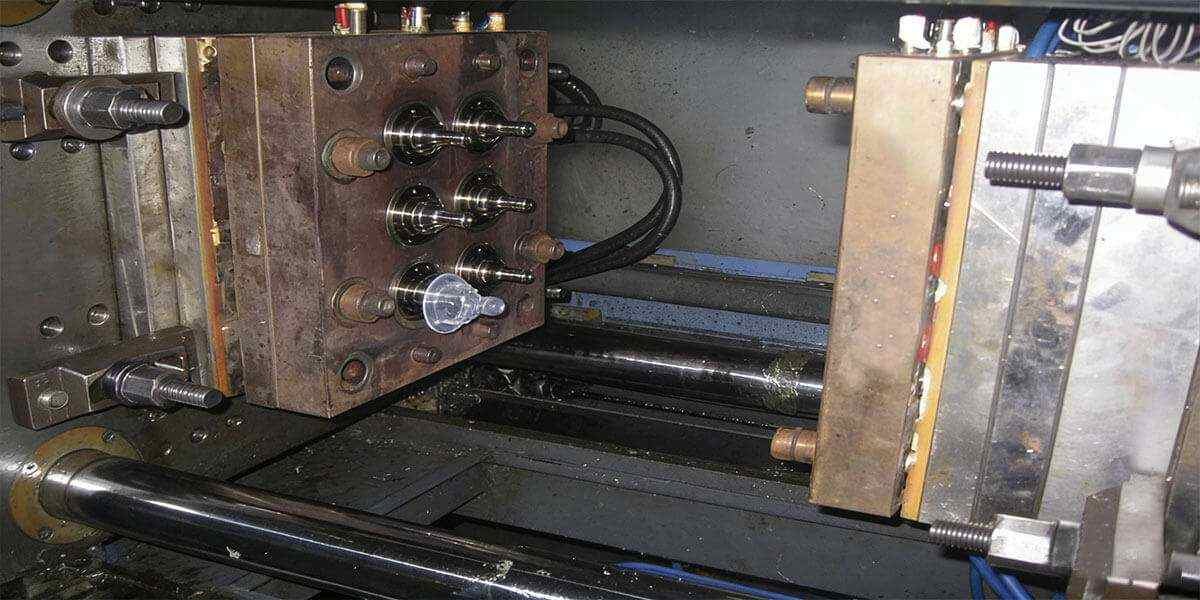
Key Components of the Process:
- Injection Molding Machine: Consists of a material hopper, heating barrel, injection screw, and clamping unit.
- Mold: A precision-engineered tool with cavities shaped like the final part. Molds are typically made from steel or aluminum and can have multiple cavities for simultaneous production.
- Liquid Silicone Rubber (LSR): A two-part material (base and catalyst) that cures at high temperatures to form a durable, flexible polymer.
Step-by-Step: How Silicone Injection Molding Works for Mass Production?
Core Workflow of Silicone Injection Molding for Mass Production: Silicone injection molding follows a standardized, repeatable sequence optimized for mass production. Each stage is precisely controlled to ensure quality, efficiency, and scalability. Let’s walk through the entire process, from material preparation to finished part ejection.
1. Material Preparation & Precision Dosing
LSR components (base and catalyst) are mixed in a precise ratio, usually 1:1, to initiate the curing process. The mixture is then degassed to remove air bubbles, ensuring a defect-free final product. This step is critical for mass production, as even small inconsistencies in material mixing can lead to part failure.
- LSR consists of two separate components: Component A (silicone polymer base) and Component B (platinum-based catalyst). To prevent premature curing, the two components are stored in temperature-controlled tanks (5–25°C) and mixed only immediately before injection.
- Precision Metering: Automated dosing systems measure A/B components in a strict 1:1 ratio (accuracy ±0.5%) to ensure consistent curing and material performance.
- Static Mixing: The metered components pass through a static mixer, achieving molecular-level homogeneity without air bubbles—critical for defect-free parts.
- Temperature Stability: Material lines and barrels are water-cooled (15–25°C) to maintain viscosity and prevent premature crosslinking before entering the mold.
Because the mixing occurs within a closed system, contamination risks are minimized, and material waste is significantly lower than with open-process methods.

2. Mold Design & Fabrication
Molds are the backbone of mass production, designed for durability, high cavitation, and efficient cooling/heating. Key features include:
- Material: Typically made from hardened steel (for high-volume runs, 100k+ parts) or aluminum (for low-to-medium runs).
- Cavitation: Multi-cavity molds (4, 8, 16, or more) enable simultaneous production of multiple parts, drastically increasing output per cycle.
- Cold Runner System: Unlike plastic injection molding (hot runners), LSR uses cold runners to keep material cool until it reaches the cavity, eliminating waste in feed lines and reducing scrap rates.
- Venting & Vacuum: Precision vent slots (0.01–0.03mm deep) and optional vacuum systems (≤-0.08MPa) remove trapped air, preventing bubbles and ensuring full cavity filling.
- Heating System: Molds are electrically or oil-heated to 120–220°C (LSR-specific) to activate the catalyst and enable fast curing.
3. Injection & Cavity Filling
The mixed LSR is fed into the injection molding machine’s hopper, where it travels through a heated barrel. As the material moves forward, it’s further heated and homogenized by the rotating screw. Once the material reaches the optimal temperature and viscosity, the screw pushes it into the mold cavity at high pressure. This stage requires precise control to ensure uniform filling of complex cavities, especially in high-volume runs.
The cooled, mixed LSR is injected into the heated mold cavity under controlled pressure and speed:
- Injection Pressure: 10–30 MPa (LSR) to ensure complete filling of intricate details without flash (excess material).
- Injection Temperature: Barrels maintain 250–300°F (121–149°C) to optimize flowability, while molds stay at 170–220°C for curing.
- Filling Speed: Balanced to avoid air entrapment—fast enough for efficiency, slow enough for precision in thin walls or complex geometries.
LSR injection pressure typically ranges from 250 to 10,000 psi, depending on part geometry and viscosity. The injection unit and feed barrel are cooled to prevent premature curing before the material enters the mold. Meanwhile, the mold itself is heated, typically to 160°C to 200°C (320°F to 400°F).
This cold-runner system is a distinctive feature of LSR injection molding. It prevents the silicone from curing inside the injection channels while ensuring uniform flow into the mold cavities.
4. Curing (Vulcanization) and Cooling
Once the LSR fills the heated mold cavity, the heat initiates a chemical cross-linking reaction that transforms the liquid silicone into a solid, elastic state. The curing time depends on factors like part thickness, mold temperature, and material properties, typically ranging from 10 to 90 seconds.
- Curing Time: LSR cures rapidly in 30–60 seconds per cycle, while HCR requires 3–5 minutes.
- Crosslinking: Heat activates the platinum catalyst, triggering a chemical reaction that forms a 3D crosslinked network—resulting in the silicone’s characteristic elasticity, durability, and heat resistance.
- Holding Pressure: Sustained pressure during curing prevents shrinkage and ensures dimensional accuracy.
After curing, the mold is cooled to solidify the part and facilitate easy ejection. For mass production, mold temperature control is essential to maintain consistent cycle times and part quality.
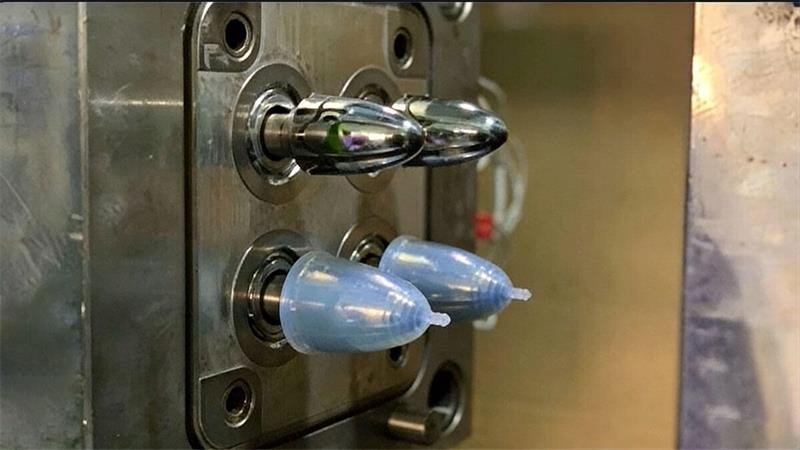
5. Demolding (Automated Ejection) & Post-Processing
After curing, the mold opens, and the finished part is ejected. Unlike rigid plastic parts, silicone components can often be removed by manual or automated stripping, thanks to silicone’s elasticity and tear strength. Automated removal systems using linear robots or brushing mechanisms are increasingly common in high-volume production cells.
The mold opens, and parts are ejected—optimized for mass production with minimal manual intervention:
- Ejection Methods: Ejector pins, air blasts, or robotic arms remove parts without deformation (critical for flexible silicone).
- Cycle Time: LSR cycles range from 10–60 seconds, enabling hourly outputs of 1,000+ parts for high-volume orders.
- Cold Runner Separation: Cold runners remain attached to the mold, leaving only finished parts to be ejected—reducing waste and post-processing.
In many cases, parts are ready for use immediately, but some may require post-processing steps like trimming excess material (flash) or surface finishing. Automated post-processing systems can be integrated into the production line to further enhance efficiency in high-volume settings.
6. Post-Curing (If Required) & Quality Control
Mass production requires rigorous quality checks to ensure compliance with specifications and industry standards:
- Deburring: Removal of minor flash (if any) using automated trimming or tumbling.
- Secondary Vulcanization: Optional post-curing (150–200°C for 1–2 hours) to enhance durability and reduce volatile organic compounds (VOCs), critical for medical or food-grade applications.
- Inspection: Automated vision systems check dimensions, surface defects, and consistency; manual sampling verifies material properties (hardness, elasticity, biocompatibility).
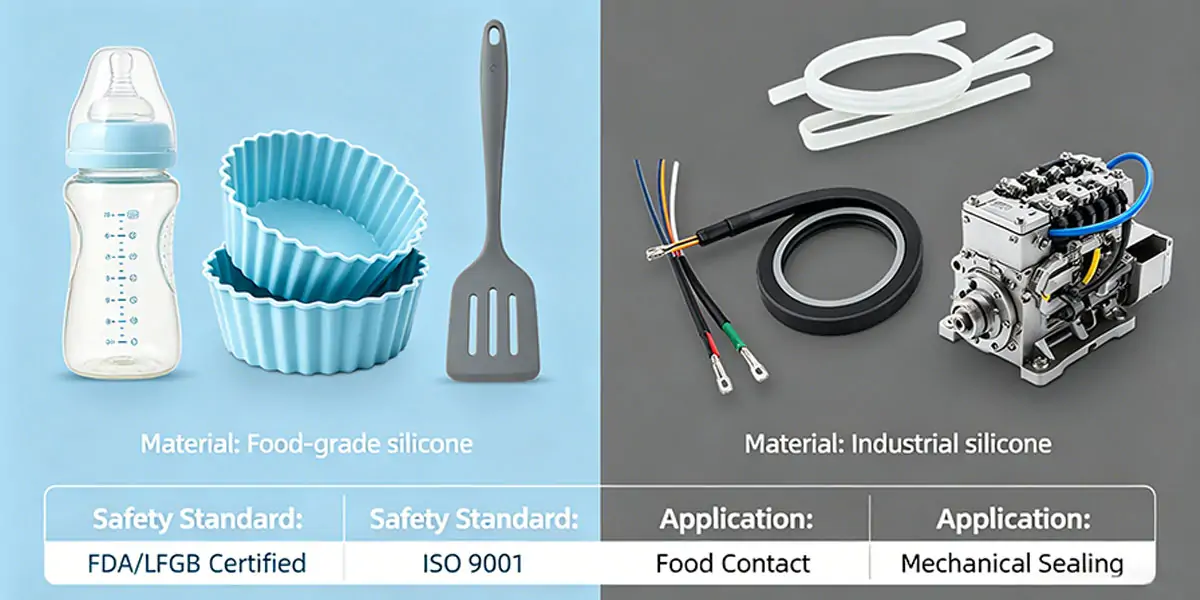
- Certifications: Compliance with FDA, LFGB, ISO 13485 (medical), and RoHS ensures parts meet global safety and quality requirements.
Benefits of Silicone Injection Molding for Mass Production
1. Precision & Consistency
- Tight tolerances (±0.01mm) for complex geometries, thin walls, and fine details (e.g., seals, gaskets, electronic keypads).
- Identical part-to-part quality, eliminating variations common in manual or compression molding.
2. High Efficiency & Scalability
- Fast cycle times (10–60 seconds) and multi-cavity molds enable mass production of 10,000 to 1,000,000+ parts per run.
- Full automation (material handling, injection, ejection, inspection) reduces labor costs and human error.
3. Superior Material Properties
- Silicone’s inherent resistance to extreme temperatures (-50°C to 250°C), chemicals, UV, and aging ensures long-term durability.
- Biocompatible, odorless, and tasteless—suitable for medical devices, baby products, and food-grade applications.
4. Cost-Effectiveness for High Volume
- Minimal material waste (cold runner systems eliminate scrap from feed lines).
- Lower per-unit costs as volume increases, making it ideal for large orders.
- Reduced post-processing (less deburring, minimal trimming) saves time and labor.
5. Design Flexibility
- Ability to produce complex, undercut, or intricate shapes that are impossible with other processes (e.g., compression molding).
- Compatibility with insert molding (metal, plastic, or fabric inserts) for multi-material parts.
Critical Considerations for Mass Production Success
To maximize the benefits of silicone injection molding, manufacturers must address key challenges and optimize processes:
1. Mold Design and Maintenance
- Precision Engineering: Molds must be designed to withstand high pressure and temperature cycles, with proper venting to prevent air traps.
- Regular Maintenance: Routine cleaning and inspection of molds are essential to avoid defects and extend their lifespan.
2. Material Selection and Testing
- Quality Control: Raw materials should undergo rigorous testing to ensure consistency and compliance with industry standards.
- Material Compatibility: Select LSR formulations that match the part’s intended use, such as FDA-approved materials for medical applications.
3. Process Optimization
- Automation: Integrating automated systems for material handling, part ejection, and post-processing can reduce labor costs and improve efficiency.
- Real-Time Monitoring: Advanced sensors and monitoring tools can track process parameters like temperature and pressure, allowing for immediate adjustments to maintain quality.
LSR vs. Other Silicone Molding Methods
Understanding how LSR injection molding compares to alternative silicone molding processes helps in selecting the right method for your production volume and part complexity.
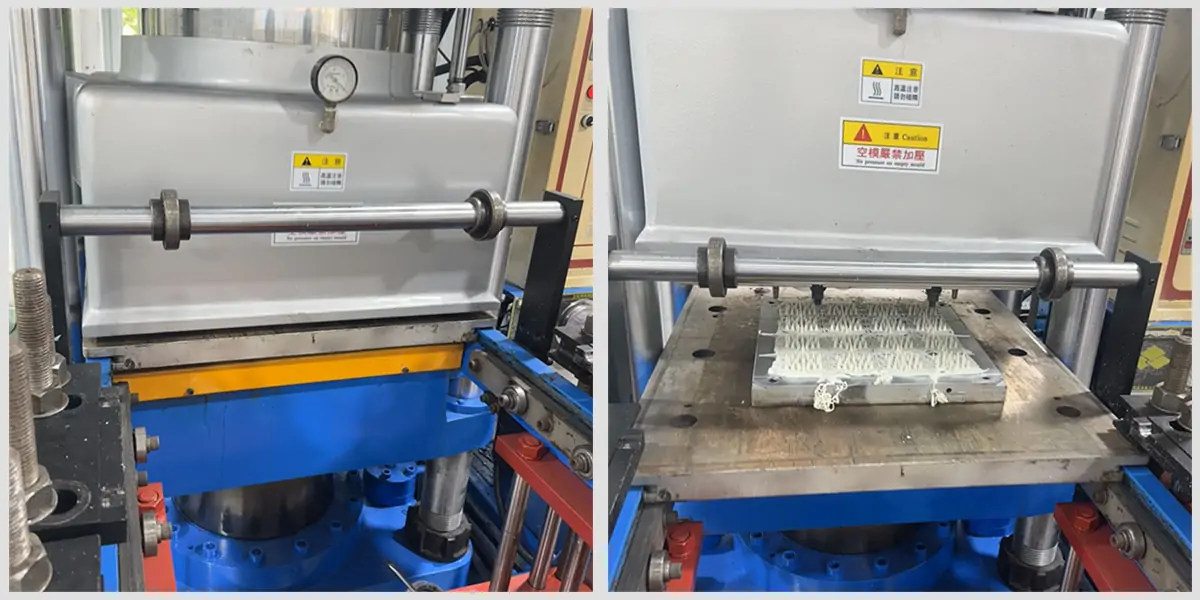
LSR Injection vs. Compression Molding. Compression molding is a simpler, more labor-intensive process where a pre-measured amount of uncured solid silicone is placed into an open heated mold cavity, then compressed to shape. It is best suited for small-to-medium runs, prototypes, and parts with simple geometry. (Silicone Injection Molding vs Compression Molding: WhichIs Better for Your Project?)
However, cycle times are slower, consistency is lower, and scrap rates are typically higher—around 5 to 10 percent compared to less than 1 percent for LSR. Compression molding offers lower upfront tooling costs, but injection molding delivers lower per-part costs at scale.
LSR Injection vs. HCR Processing. High Consistency Rubber (HCR) is a solid, gum-like silicone elastomer typically processed via compression or transfer molding. HCR has a higher viscosity, requires more labor-intensive handling, and generally produces lower volumes. LSR flows more readily, cures faster, and is easier to automate, making it the preferred choice for high-volume automated production.

Applications of Mass-Produced Silicone Injection Molded Parts
Silicone injection molding caters to diverse industries requiring high-volume, high-quality parts:
| Industry | Applications |
|---|---|
| Medical | Catheters, syringe components, respiratory masks, implantable seals, surgical tool grips |
| Automotive | Gaskets, seals, connector seals, sensor housings, vibration dampers |
| Electronics | Keypads, protective covers, sealing components for connectors, wearable device parts |
| Consumer Goods | Kitchenware, baby bottle nipples, phone cases, pacifiers |
| Industrial | Gaskets, O-rings, tubing, vibration isolation components |
For medical applications, LSR grades are available that comply with ISO 10993 and USP Class VI biocompatibility standards. For food-contact applications, FDA-compliant food-grade LSR is available.
Cost Considerations for Mass Production
When evaluating LSR injection molding for mass production, procurement officers should consider the following cost drivers:
- Tooling Investment. LSR molds require high-quality tool steel and precision machining, as well as cold runner systems and precise temperature control elements. As a result, LSR tooling is typically 30–50 percent more expensive upfront than compression molding tooling.
- Material Cost. The price of LSR material depends specifically on its grade and certification requirements (e.g., medical grade versus general-purpose grade).
- Per-Part Cost at Volume. Despite higher upfront tooling, the combination of fast cycle times, high cavitation, low waste, and automation reduces per-part cost substantially at higher volumes. Injection molding becomes more cost-effective than compression molding once annual volumes reach certain thresholds—typically starting from 150,000 units upward.
- Scrap Rate. LSR’s automated closed-system processing achieves scrap rates of less than 1 percent, whereas silicone compression molding typically sees scrap rates of approximately 5 to 10 percent.
How to Selecting a Silicone Injection Molding Partner for Mass Production?
When sourcing a silicone molding supplier for high-volume production, key evaluation criteria include:
- Material expertise. Does the supplier offer medical-grade, food-grade, and specialty LSR grades? Can they advise on material selection for your application?
- Tooling capability. Does the supplier design and fabricate molds in-house? Can they perform Design for Manufacturability (DFM) reviews?
- Process control. Are injection parameters consistently monitored with closed-loop control systems?
- Quality system. Does the supplier hold relevant certifications, such as ISO 9001, ISO 13485 (for medical), or IATF 16949 (for automotive)?
- Production scale. Does the manufacturer have experience running high-volume programs, including multi-cavity molds and automated production cells?
Why Choose Siliconexy‘s Silicone Injection Molding Services?
As a custom silicone product manufacturer with in-house mold design, material formulation, and mass production capabilities, we offer end-to-end solutions for global clients:
- Expertise: Decades of experience in LSR/HCR injection molding for complex, high-volume projects.
- Quality: Strict adherence to ISO, FDA, and LFGB standards; rigorous quality control at every stage.
- Scalability: Multi-cavity molds and automated production lines handle orders from 10,000 to 1,000,000+ parts.
- Customization: ODM/OEM services for custom designs, materials, and finishes—from prototyping to mass production.
- Cost-Efficiency: Model eliminates middlemen, offering competitive pricing for high-volume orders.
Future Trends in Silicone Injection Molding
As manufacturing technology continues to advance, silicone injection molding is evolving to meet new demands:
- Industry 4.0 Integration: Smart factories are using IoT sensors and data analytics to optimize production processes and predict maintenance needs.
- Sustainable Practices: Manufacturers are exploring eco-friendly materials and recycling programs to reduce waste and environmental impact.
- 3D Printed Molds: Rapid prototyping with 3D printed molds allows for faster iteration and lower costs, especially for short production runs.
Conclusion
Silicone injection molding using Liquid Silicone Rubber is a proven, efficient manufacturing process for mass-producing precision silicone components. Its fast cycle times, high consistency, low waste, and automation compatibility make it the optimal choice for high-volume silicone part manufacturing across medical, automotive, electronics, and industrial sectors.
When planning a large-scale silicone production project, engaging a silicone molding manufacturer with proven LSR expertise, in-house tooling capabilities, and robust quality systems ensures smooth scale-up from prototype to full production. Early DFM collaboration optimizes design for manufacturability and helps balance performance requirements with production economics.
With careful material selection, proper tool design, and experienced process control, LSR injection molding delivers reliable, cost-effective mass production of high-performance silicone components.